 English
English русский
русский 中文简体
中文简体-
 В чем разница между предохранительным клапаном и PRV? Подробное объяснение разницы
В чем разница между предохранительным клапаном и PRV? Подробное объяснение разницы

Dec 22, 2025
Хотя предохранительные клапаны и предохранительные клапаны (ПРВ) внешне очень похожи и даже во многих ситуациях используются как взаимозаменяемые, на самом деле они имеют существенные различия по своим характеристикам и принципам работы.
Вы можете думать о них как о двух разных типах «телохранителей»: один — полезный помощник, который регулярно все регулирует, а другой — пожарный, который вмешивается только в случае крайней необходимости.
1. Разные темпераменты: мгновенное открытие против постепенного открытия.
Предохранительный клапан: у него очень взрывной темперамент. Как только давление в системе достигнет заданного значения, она с «ура» откроется полностью. Его цель – как можно быстрее сбросить избыточное давление, действовать как авангард, действуя очень решительно.
Клапан сброса давления (PRV): его характер более мягкий и рациональный. Он не открывается весь сразу, а открывается постепенно пропорционально тому, насколько давление превышает заданное значение. Если давление немного высокое, он немного приоткрывается, чтобы сбросить некоторое давление; если давление выше, он открывается немного больше.
2. Разные обязанности: последняя линия защиты и регулярное техническое обслуживание
Предохранительный клапан: обычно считается последней линией защиты. Только когда другие устройства управления выйдут из строя и ситуация станет очень критической, оно вступит в действие, чтобы «спасти положение». Его основная задача – предотвратить серьезные повреждения оборудования из-за чрезмерного давления.
Клапан сброса давления: он больше похож на регулятор давления. Его цель – поддерживать давление в системе в стабильном и комфортном диапазоне. В повседневной работе он может часто открываться и закрываться, помогая системе «дышать» и предотвращая большие колебания давления.
3. Работа с различными средами: газы и жидкости
Предохранительный клапан: лучше всего подходит для работы с газами и парами, склонными к расширению. Поскольку избыточное давление газов может иметь серьезные последствия, необходима возможность их мгновенного сброса. Типичные примеры включают предохранительный клапан на домашней скороварке или большом паровом котле.
Клапан сброса давления: чаще встречается в жидкостных системах, таких как водопроводные трубы и линии гидравлического масла. Жидкости расширяются не так сильно, как газы, поэтому постепенное высвобождение части жидкости для снижения давления эффективно, не вызывая значительного шока в системе.

-
 Какие существуют типы предохранительных клапанов?
Какие существуют типы предохранительных клапанов?
Dec 15, 2025
Предохранительные клапаны являются критически важными устройствами для защиты оборудования, работающего под давлением. Они автоматически открываются, когда давление превышает заданный предел, выпуская среду (например, газ или жидкость), тем самым предотвращая повреждение оборудования или опасности. По принципу работы и конструктивным особенностям выделяют следующие типы:
1. Пружинные предохранительные клапаны
Это наиболее распространенный и основной тип, в котором для противодействия внутреннему давлению системы используется сила пружины.
Принцип работы: При нормальном рабочем давлении пружина плотно прижимает диск клапана к седлу клапана, обеспечивая герметичность. Когда давление в системе превышает установленное усилие пружины, диск клапана поднимается, и среда начинает сбрасываться.
Особенности: Относительно простая конструкция и высокая надежность.
Подтипы:
Традиционно: Противодавление нагнетания напрямую влияет на установленное давление открытия.
Сбалансированный сильфон: сильфон используется для противодействия влиянию противодавления на давление открытия клапана, обеспечивая точное открытие даже при изменении противодавления.
2. Рычажные предохранительные клапаны
В предохранительном клапане этого типа используется комбинация рычага и противовеса для обеспечения закрывающего усилия.
Принцип работы: Рычаг соединен с диском клапана, а к другому концу рычага подвешен подвижный противовес. Регулируя положение противовеса на рычаге, можно точно установить давление открытия клапана.
Особенности: Относительно громоздкая конструкция, часто используемая в крупногабаритном оборудовании, таком как паровые котлы, облегчающая подъем клапана вручную для регулярного дренажа (так называемая «ручная продувка» или «ручная вентиляция»). Менее широко используются в современной промышленности, чем подпружиненные типы.
3. Предохранительные клапаны с пилотным управлением
Этот тип использует само давление в системе для управления открытием и закрытием клапана, состоящего из главного клапана и небольшого регулирующего устройства (пилотного клапана).
Принцип работы: Пилотный клапан сначала измеряет давление в системе. Когда давление достигает заданного значения, пилотный клапан открывается, сбрасывая давление в верхней части главного клапана, позволяя давлению в системе открыть главный клапан и выполнить крупномасштабный сброс.
Особенности:
Более точное открытие: давление может быть очень близко к заданному значению перед открытием.
Большой объем нагнетания: главный клапан можно сделать очень большим.
Подходит для систем высокого давления: по сравнению с пружинными клапанами они могут быть более компактными и способны работать с большими расходами.
4. Устройства с разрывным диском
Строго говоря, это не традиционный клапан, а одноразовое устройство сброса давления.
Принцип работы: Он состоит из предварительно калиброванной тонкой металлической мембраны (или неметаллического материала), установленной на контейнере. Когда давление в контейнере достигает определенного значения, мембрана мгновенно разрывается, быстро сбрасывая давление.
Особенности:
Чрезвычайно высокая скорость отклика.
Одноразовые: необходимо заменить после разрыва.
Может использоваться в сочетании с предохранительными клапанами: разрывная мембрана расположена на входной стороне предохранительного клапана для защиты предохранительного клапана от коррозии или предотвращения небольших утечек.
5. Предохранительные клапаны низкого давления/вакуума.
Эти предохранительные клапаны специально разработаны для защиты больших емкостей, таких как резервуары для хранения, от деформации или повреждения из-за чрезмерного давления или **вакуума (чрезвычайно низкого внутреннего давления)**.
Принцип работы:
Сброс давления: когда внутреннее давление превышает установленное значение, клапан открывается, чтобы выпустить внутренний газ.
Сброс вакуума: когда внутреннее давление падает ниже атмосферного давления (создавая вакуум), клапан открывается для всасывания наружного воздуха, уравновешивая внутреннее и внешнее давление.
Особенности: Protects the structural integrity of the storage tank and is typically used in low-pressure environments.

-
 Для чего нужен предохранительный клапан? (Введение в его использование)
Для чего нужен предохранительный клапан? (Введение в его использование)
Dec 08, 2025
Вот разбивка того, что предохранительные клапаны используются для:
■ Предотвращение опасного повышения давления:
Основная задача предохранительного клапана — не допускать слишком высокого давления внутри оборудования (например, котлов, резервуаров под давлением или систем трубопроводов). Думайте об этом как о свистке скороварки, но для гораздо более крупных и критически важных промышленных систем.
■ Действует как автоматический сброс давления:
Когда давление неожиданно превышает безопасный предел – возможно, из-за закупорки трубы, неисправности управления или даже из-за чего-то вроде пожара, нагревающего вещи – предохранительный клапан автоматически открывается. Не нужно, чтобы кто-то нажимал кнопку; он работает исключительно на основе самого давления.
■ Защита оборудования от сбоев:
Металлические контейнеры и трубы прочны, но у них есть пределы. Если давление станет слишком высоким и не будет возможности его сбросить, это может привести к серьезному повреждению. Предохранительный клапан выпускает ровно столько жидкости (пара, газа, воздуха или жидкости), чтобы быстро снизить давление, предотвращая растрескивание, разрыв или деформацию сосуда или труб.
■ Защита людей и имущества:
Предотвращая катастрофические отказы оборудования (например, разрыв резервуара), предохранительные клапаны играют жизненно важную роль в защите находящихся рядом работников и предотвращении повреждения зданий, другого оборудования и окружающей среды. Они являются важной последней линией защиты от крупных инцидентов.
■ Действия в непредвиденных ситуациях:
Предохранительные клапаны срабатывают, когда обычные средства управления выходят из строя или когда происходят непредвиденные события. Например:
Если регулятор температуры сломался и в котле накопилось слишком много пара.
Если химическая реакция выходит из-под контроля и создает слишком большое давление.
Если клапан застревает в закрытом положении на выходе, задерживается давление на входе.
Если система охлаждения выходит из строя, что приводит к слишком сильному расширению жидкости.
■ Автоматический сброс:
Как только предохранительный клапан выполнит свою работу и выпустит достаточно жидкости, чтобы снизить давление в системе до безопасного уровня, он автоматически закрывается и снова закрывается. Это позволяет оборудованию потенциально безопасно перезапуститься после устранения основной проблемы.
-
 Что такое предохранительные клапаны? (Информационное введение)
Что такое предохранительные клапаны? (Информационное введение)
Dec 01, 2025
Предохранительный клапан является очень важным устройством промышленной безопасности; Проще говоря, он действует как автоматический «клапан сброса давления». Вот объяснение по пунктам предохранительные клапаны :
1. Основная функция: автоматическая защита от сброса давления.
•Основная задача предохранительного клапана — автоматически и быстро открываться, когда давление внутри трубы, контейнера (например, котла или сосуда под давлением) или оборудования неожиданно поднимается до опасного уровня.
Открывая его, он позволяет безопасно выпустить излишки жидкости (газа, пара или жидкости), тем самым быстро снижая давление.
• Это своего рода «шлюз безопасности» внутри системы, предотвращающий неограниченное повышение давления.
2. Принцип проектирования: противостояние между силой пружины и давлением
• Предохранительный клапан обычно содержит мощную пружину (или другую заранее установленную силу).
•Эта сила пружины плотно прижимает сердечник клапана (часть, которая блокирует выходное отверстие) к седлу клапана, удерживая клапан закрытым.
• Когда внутреннее давление в системе возрастает и превышает безопасный предел, установленный пружиной, сила, создаваемая внутренним давлением, превосходит силу пружины.
• Как только давление превысит заданное значение (которое мы называем «давлением открытия» или «давлением настройки»), клапан мгновенно откроется и начнет сбрасывать давление.
3. Ключевые функциональные характеристики:
•Автоматическое открытие: не требует ручного управления или электрической энергии; он полностью полагается на изменение давления в системе, чтобы вызвать действие. Это имеет решающее значение для его роли «последней линии обороны».
• Быстрое полное открытие: как только давление достигнет критической точки, клапан откроется в максимальное положение как можно быстрее, чтобы достичь максимально быстрого эффекта сброса давления.
• Достаточный выпуск: выпускное отверстие после открытия клапана достаточно велико, чтобы обеспечить вылив достаточного количества жидкости, когда давление выходит из-под контроля, что эффективно снижает давление.
•Автоматическое закрытие: Когда давление в системе падает ниже безопасного значения из-за сброса (обычно немного ниже давления открытия), сила пружины восстанавливает преобладание, толкая сердечник клапана закрываясь, и клапан сбрасывается. После этого оборудование может продолжать безопасно работать.
•Надежное уплотнение: при нормальном рабочем давлении клапан должен быть плотно закрыт без утечек, чтобы обеспечить нормальную работу и эффективность системы.
4. Важность: предотвращение катастрофических последствий.
•Предохранительные клапаны являются последним автоматическим барьером, обеспечивающим безопасность систем давления. Если в сосуде под давлением (например, котле, реакторе или резервуаре для хранения сжатого воздуха) создается избыточное давление без предохранительного клапана или предохранительный клапан выходит из строя, последствия могут быть чрезвычайно серьезными. Своевременно сбрасывая давление, он может эффективно предотвратить разрыв оборудования, разрывы труб, пожары и даже более серьезные аварии, защищая личную безопасность, оборудование, имущество и окружающую среду.
5. Общие области применения:
•Предохранительные клапаны широко используются в различных промышленных и гражданских областях, связанных с работой под давлением, таких как:
•Котельные: Паровые котлы, водогрейные котлы.
•Химические заводы и нефтеперерабатывающие заводы: Реакторы, ректификационные колонны, резервуары для хранения, трубопроводы.
•Энергетика: Паровые турбины, тепловые системы.
•Фармацевтическая и пищевая промышленность: Стерилизаторы, сосуды под давлением.
•Системы сжатого воздуха: Резервуары для хранения воздуха.
•Системы отопления, вентиляции и кондиционирования: Чиллеры, теплообменники.
•Нефтяная и газовая промышленность: оборудование для добычи, транспортировки и хранения.

-
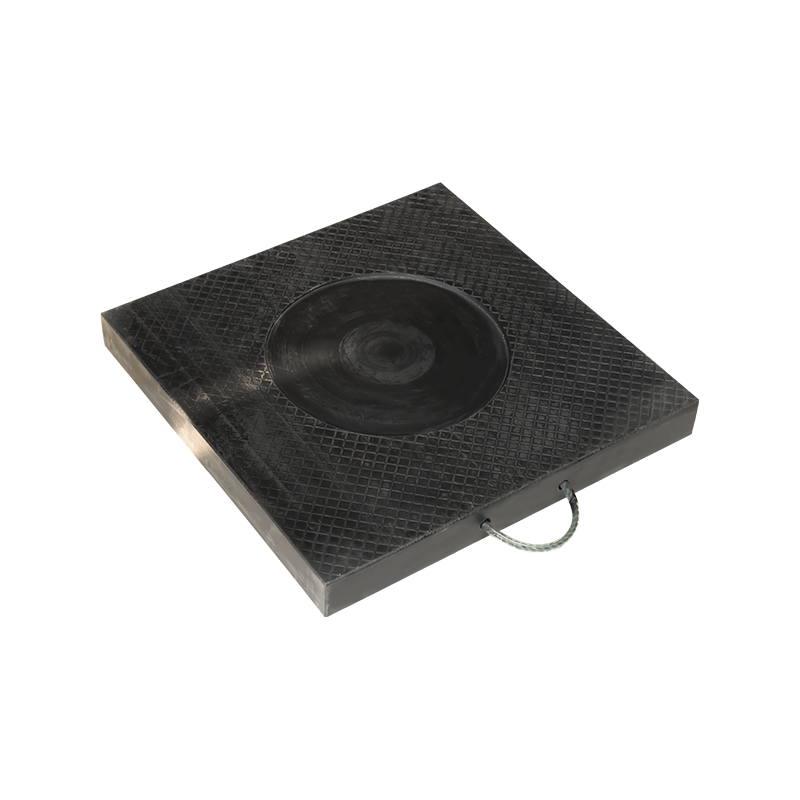 Какая износостойкая резиновая прокладка для строительной техники снижает вибрацию?
Какая износостойкая резиновая прокладка для строительной техники снижает вибрацию?
Nov 28, 2025
Какие составы резиновых материалов обеспечивают баланс между износостойкостью и гашением вибрации?
Ядро эффективной, снижающей вибрацию, износостойкой резиновые подушечки заключается в составах материалов, которые гармонично сочетают долговечность и демпфирующие характеристики. Натуральный каучук (NR), смешанный с бутадиен-стирольным каучуком (SBR) в соотношении 70:30, обеспечивает превосходную эластичность (твердость по Шору А 55–65) для поглощения вибрации, а добавление 15–20 % армирования сажей повышает износостойкость, продлевая срок службы на 30–50 % по сравнению с чистым натуральным каучуком. Для тяжелых условий эксплуатации нитриловый каучук (NBR) или гидрогенизированный нитриловый каучук (HNBR) обеспечивает превосходную стойкость к маслам и химикатам, что критически важно для машин, работающих в средах, подверженных воздействию смазочных материалов. Кроме того, включение керамических частиц или арамидных волокон (5-10% по весу) в резиновую матрицу повышает стойкость к истиранию (≥100 000 циклов в испытаниях на износ по DIN 53516) без ущерба для демпфирующей способности. Коэффициент демпфирования материала (tanδ = 0,3–0,5 при 10 Гц) является ключом к снижению вибрации, поскольку более высокие значения указывают на лучшее поглощение энергии колебаний оборудования.
Как структурное проектирование улучшает поглощение вибрации и износостойкость?
Структурная оптимизация резиновых накладок усиливает снижение вибрации и износостойкость строительной техники. Многослойная конструкция, сочетающая твердые износостойкие внешние слои (по Шору А 70–75) и мягкие демпфирующие внутренние слои (по Шору А 45–50), создает градиент, который поглощает высокочастотные вибрации (50–500 Гц), противостоя истиранию поверхности. Рифленые или узорчатые поверхности улучшают сцепление и рассеивают мусор, предотвращая застревание абразивных частиц и ускорение износа. Полые цилиндрические или конические выступы на контактной поверхности колодки действуют как микропружины, повышая деформационную способность и улучшая гашение вибраций (снижая амплитуду вибрации на 40-60% по сравнению с плоскими колодками). Кроме того, усиленные края и утолщенные точки напряжения (например, на 20–30 % толще в углах колодки) предотвращают разрыв при динамических нагрузках, а линии соединения между резиновой и металлической подложками (если используются) имеют зубчатые поверхности для улучшения адгезии и распределения нагрузки.
Какие механизмы снижения вибрации делают резиновые прокладки эффективными для строительной техники?
Износостойкие резиновые накладки снижают вибрацию с помощью трех ключевых механических механизмов, адаптированных к рабочей динамике строительной техники. Вязкоупругое демпфирование преобразует энергию вибрации в низкопотенциальное тепло, рассеивая ее до того, как она перейдет на корпус машины или окружающие конструкции, что имеет решающее значение для снижения усталости оператора и повреждения конструкции. Упругая деформация резиновой матрицы поглощает ударные вибрации (например, от ударов или неровностей местности) путем сжатия и отскока, при этом оптимальная степень сжатия (15–25 % толщины колодки) обеспечивает максимальное поглощение энергии. Настройка частоты гарантирует, что собственная частота пэда (5–20 Гц) будет отличаться от рабочей частоты оборудования, что позволяет избежать резонанса, усиливающего вибрацию. Например, экскаваторам и бульдозерам, работающим на частоте 10–15 Гц, выгоднее использовать колодки с собственными частотами, выходящими за пределы этого диапазона, тогда как бетоносмесителям с более высокими рабочими частотами (25–35 Гц) требуются колодки с настроенными коэффициентами демпфирования для устранения определенных гармоник вибрации.
Как подобрать резиновые прокладки к конкретной строительной технике и условиям эксплуатации?
Снижение вибрации и износостойкость зависят от адаптации резиновых прокладок к типу оборудования и рабочей среде. Для экскаваторов и экскаваторов, испытывающих частые ударные нагрузки, идеально подходят толстые подушки (20-30 мм) с высокими коэффициентами демпфирования (tanδ ≥0,4) и усиленными зонами воздействия, с износостойкими поверхностями, выдерживающими контакт с гравием и грунтом. Бульдозерам и погрузчикам требуются колодки с противоскользящим рисунком и высоким сопротивлением разрыву (≥30 кН/м), позволяющие выдерживать боковые нагрузки во время толкания и планировки, сохраняя при этом поглощение вибрации при длительных операциях. Для машин, работающих при экстремальных температурах (например, от -20°C до 80°C), резиновые смеси с низкотемпературной гибкостью (точка хрупкости ≤-40°C) и термостойкостью предотвращают затвердевание или разрушение. Во влажных или агрессивных средах маслостойкие колодки из NBR или HNBR с водонепроницаемым покрытием предотвращают набухание и сохраняют рабочие характеристики, а в сухих и пыльных условиях самоочищающиеся канавки уменьшают накопление абразивных частиц.
Какие стандарты производительности обеспечивают износостойкость и эффективность снижения вибрации?
Квалифицированный резиновые подушечки for construction оборудование должно соответствовать строгим стандартам производительности, чтобы гарантировать как износостойкость, так и снижение вибрации. Испытания на износостойкость проводятся в соответствии со стандартами ISO 4649 или ASTM D2228, при этом потеря объема ограничивается величиной менее 200 мм³ после 100 000 циклов. Эффективность снижения вибрации измеряется по стандарту ISO 10846, который требует снижения амплитуды ускорения минимум на 30 % на доминирующей рабочей частоте оборудования. Испытания на сжатие (ISO 815) гарантируют, что колодка сохраняет ≥70% своей первоначальной толщины через 22 часа при температуре 70°C, сохраняя демпфирующие характеристики с течением времени. Прочность на разрыв (≥15 МПа) и удлинение при разрыве (≥300%) согласно ASTM D412 гарантируют структурную целостность при динамических нагрузках. Кроме того, испытания на устойчивость к воздействию окружающей среды, в том числе погружение в масло (изменение объема ≤10% через 72 часа) и воздействие ультрафиолета (отсутствие растрескивания через 1000 часов), гарантируют надежную работу колодки в условиях строительной площадки, обеспечивая баланс между долговременной износостойкостью и постоянным снижением вибрации.
-
 Ключ к системам управления жидкостью: какие конструкции дренажных клапанов повышают надежность промышленного применения?
Ключ к системам управления жидкостью: какие конструкции дренажных клапанов повышают надежность промышленного применения?
Nov 21, 2025
I、Какая конструкция уплотнительной конструкции обеспечивает нулевую утечку сливных клапанов в промышленных условиях?
Утечка является одним из основных факторов, влияющих на надежность сливные клапаны в промышленных жидкостных системах. Чтобы решить эту проблему, в сливных клапанах используется специальная конструкция уплотнительной конструкции, которая адаптируется к высокому давлению, высокой температуре и агрессивным средам. Суть этих конструкций заключается в сочетании «двойных уплотнительных слоев» и «эластичных компенсационных механизмов». Первичный уплотнительный слой (обычно из политетрафторэтилена или специальной резины) непосредственно контактирует с жидкостью, используя свою высокую износостойкость и химическую стабильность для блокировки каналов утечки; вторичный уплотнительный слой (металл или композитный материал) образует резервный барьер, предотвращающий утечку при незначительном повреждении первичного слоя.
Для промышленных сценариев высокого давления (таких как гидравлические системы или паропроводы) в сливных клапанах используются конструкции с жестким уплотнением «металл по металлу». Седло клапана и золотник прецизионно отшлифованы для обеспечения плотной посадки, а шероховатость поверхности менее 0,8 мкм обеспечивает эффективное уплотнение даже при давлении, превышающем 30 МПа. Кроме того, механизм упругой компенсации, оснащенный пружинами или сильфонами, автоматически регулирует давление уплотнения при изменении температуры или давления, компенсируя износ и деформацию уплотнительного материала. Такая возможность динамической регулировки позволяет дренажным клапанам поддерживать нулевую утечку в течение длительного времени даже в суровых промышленных условиях с частыми колебаниями давления.
II、Как конструкции сливных клапанов, защищающие от загрязнения, адаптируются к сложным промышленным жидкостным средам?
Промышленные жидкости часто содержат примеси, такие как частицы, шлам или химические осадки, которые могут вызвать заклинивание или износ клапана, снижая надежность. Дренажные клапаны решают эту проблему за счет многоуровневой конструкции, препятствующей загрязнению окружающей среды. Первой линией защиты является «встроенная фильтрующая сетка» на входе клапана с размером ячеек 20–100 мкм (регулируется в зависимости от характеристик жидкости) для улавливания крупных частиц и предотвращения их попадания в сердечник клапана. Для жидкостей с высоким содержанием ила (например, системы очистки сточных вод) корпус клапана спроектирован с «самопромывочным каналом» — при открытии клапана высокоскоростной поток жидкости промывает внутреннюю стенку и уплотнительную поверхность, удаляя накопившиеся загрязнения и предотвращая засоры.
Еще одна ключевая конструкция, препятствующая загрязнению окружающей среды, — это «износостойкий материал сердечника клапана». В сливных клапанах для абразивных сред (например, пульпопроводов) используются сердечники клапанов из керамики или цементированного карбида, твердость которых превышает HRC60, и которые устойчивы к царапинам и эрозии от твердых частиц. В случае агрессивных сред (таких как химические растворители или кислотно-щелочные растворы) сердечник клапана и седло клапана покрываются коррозионно-стойкими слоями (например, покрытием из ПТФЭ или покрытием из нитрида титана), изолирующими металлическую подложку от жидкости и предотвращающими химические реакции, вызывающие деградацию материала. Эти конструкции гарантируют, что сливные клапаны останутся работоспособными даже в сложных жидкостных средах, снижая частоту отказов, вызванных загрязнением.
III、Какие конструкции адаптации к давлению и температуре обеспечивают стабильность дренажных клапанов в экстремальных промышленных условиях?
Промышленные жидкостные системы часто работают в экстремальных условиях — высоком давлении (до 100 МПа), высокой температуре (более 500 ℃) или низкой температуре (ниже -40 ℃), что создает серьезные проблемы с надежностью сливного клапана. Чтобы адаптироваться к этим условиям, сливные клапаны используют «оптимизацию несущей конструкции» и «конструкцию температурной компенсации». Что касается адаптации давления, в корпусе клапана используется «толстостенная кованая конструкция» с коэффициентом безопасности, в 3-5 раз превышающим рабочее давление, а внутренний канал потока имеет обтекаемую форму, чтобы уменьшить потери давления и избежать кавитации (явление, которое повреждает клапаны при высоких перепадах давления).
Для сред с высокими температурами (например, котельные системы или трубопроводы тепловых электростанций) в сливных клапанах используются «комбинации термостойких материалов» - корпус клапана изготавливается из жаропрочной стали (например, сплава 316L или сплава Инконель), а уплотнительный материал заменяется жаростойким графитом или металлическими прокладками. Шток клапана оснащен «теплоизоляционной втулкой», предотвращающей передачу высоких температур на привод, обеспечивая стабильность механизма управления. Для низкотемпературных сценариев (например, в холодильных системах или трубопроводах сжиженного газа) корпус клапана и внутренние компоненты изготовлены из устойчивых к низким температурам материалов (таких как нержавеющая сталь 304L или медно-никелевый сплав), которые предотвращают хрупкое разрушение при низких температурах. Кроме того, «прокладка температурной компенсации» между корпусом клапана и крышкой автоматически регулирует посадочный зазор при изменении температуры, предотвращая утечки, вызванные тепловым расширением и сжатием.
IV、Как проекты оптимизации конструкции повышают усталостную прочность сливных клапанов?
Промышленный сливные клапаны часто приходится часто открывать и закрывать (до тысяч раз в день), что приводит к усталостному повреждению таких компонентов, как шток клапана и пружина, что влияет на надежность. Проекты структурной оптимизации решают эту проблему за счет улучшения распределения напряжений и предела выносливости материала. Шток клапана имеет «ступенчатую конструкцию» с переменным поперечным сечением, что увеличивает диаметр в точках концентрации напряжений (например, в соединении с сердечником клапана) для снижения местного напряжения. Поверхность стержня клапана обрабатывается азотированием или хромированием для повышения твердости и износостойкости, что продлевает его усталостный срок службы.
Пружина (ключевой компонент механизма автоматического управления клапаном) изготовлена из «высокоусталостных сплавов» (таких как Inconel X-750 или нержавеющая сталь 17-7PH) и имеет «структуру с переменным шагом». Эта структура снижает резонанс при частом сжатии и растяжении, предотвращая усталостное разрушение, вызванное гармонической вибрацией. Кроме того, внутренний канал потока корпуса клапана оптимизируется с помощью моделирования вычислительной гидродинамики (CFD) для уменьшения силы воздействия жидкости на сердечник клапана во время открытия и закрытия. Обтекаемая конструкция проточного канала сводит к минимуму колебания давления, снижая динамическую нагрузку на сердечник клапана и продлевая срок службы уплотнительной поверхности. Такая структурная оптимизация позволяет сливным клапанам выдерживать длительную частую эксплуатацию без сбоев, повышая их надежность при непрерывном промышленном производстве.
V、Какие интеллектуальные конструкции мониторинга и защиты предотвращают внезапные выходы из строя сливных клапанов?
С развитием промышленной автоматизации интеллектуальные конструкции стали важным средством повышения надежности. сливные клапаны . Ядром этих конструкций является «интегрированная система мониторинга и защиты», которая в режиме реального времени контролирует рабочее состояние клапана и запускает защитные меры при возникновении отклонений. Дренажные клапаны оснащены датчиками для определения таких параметров, как положение открытия/закрытия клапана, внутреннее давление и температура. Когда датчик обнаруживает аномальное давление (превышающее установленный порог) или неполное закрытие клапана, система немедленно отправляет сигнал тревоги в центральную диспетчерскую и может автоматически регулировать положение клапана или отключать клапан, чтобы предотвратить дальнейшее повреждение.
Еще одна интеллектуальная конструкция защиты — «механизм самодиагностики и отказоустойчивости». Контроллер клапана анализирует рабочие данные (такие как время открытия/закрытия, крутящий момент и изменения давления) для выявления потенциальных неисправностей (например, начального износа уплотнительного материала или небольшого заклинивания сердечника клапана) до того, как они приведут к выходу из строя. Например, если время открытия клапана значительно увеличивается, система определяет, что сердечник клапана заклинивает, и автоматически запускает процедуру промывки (через канал самопромывки) для удаления загрязнений. В случае отказа датчика клапан переключается в «резервный ручной режим», чтобы обеспечить основные функции управления жидкостью, избегая перебоев в производстве, вызванных внезапным отказом клапана. Эти интеллектуальные конструкции превращают сливные клапаны из пассивных компонентов в узлы активной защиты, значительно повышая надежность промышленных жидкостных систем.
VI. Станут ли многофункциональные интегрированные конструкции будущей тенденцией надежных сливных клапанов?
В контексте требований промышленного интеллекта и энергосбережения многофункциональные интегрированные конструкции постепенно становятся направлением разработки высоконадежных сливных клапанов. Эти конструкции объединяют несколько функций (таких как дренаж, фильтрация, регулирование давления и мониторинг) в одном корпусе клапана, сокращая количество точек подключения в системе и минимизируя риски утечек. Например, некоторые сливные клапаны включают в себя предохранительный клапан и фильтр, который не только сливает конденсат, но также регулирует давление в системе и фильтрует примеси, упрощая структуру системы и одновременно повышая общую надежность.
Еще одна тенденция — интеграция «энергосберегающих функций» в надежную конструкцию. Например, в паровых системах сливные клапаны используют «конструкцию с рекуперацией тепла» - высокотемпературный конденсат, сбрасываемый клапаном, собирается и повторно используется, что снижает потери энергии и одновременно снижает температуру жидкости, проходящей через клапан, продлевая срок службы уплотнительного материала. Кроме того, использование маломощных приводов (например, электроприводов с потребляемой мощностью менее 10 Вт) и датчиков сбора энергии (питающихся от потока жидкости или разницы температур) делает сливные клапаны более энергоэффективными, что соответствует глобальной тенденции развития низкоуглеродной промышленности.
В условиях постоянного совершенствования требований промышленного производства надежность сливных клапанов будет все больше зависеть от интеграции конструкций уплотнения, защиты от загрязнения, адаптации к экстремальным условиям и интеллектуальной защиты. Многофункциональные интегрированные конструкции не только повышают надежность одного клапана, но также повышают стабильность и эффективность всей системы управления жидкостью, что делает их основным направлением разработки сливных клапанов в будущем промышленном применении.
-
 Как выбрать герметичные заглушки для оборудования высокого давления?
Как выбрать герметичные заглушки для оборудования высокого давления?
Nov 14, 2025
Какие материалы совместимы с условиями высокого давления и средней среды?
Выбор материала является основой обеспечения герметичности, поскольку оборудование высокого давления часто работает в различных средах и в экстремальных условиях. Распространенные варианты включают металлические сплавы (например, нержавеющую сталь, титан, сплавы на основе никеля) и специальные полимеры (например, ПТФЭ, ПЭЭК, полиуретан), каждый из которых имеет свои преимущества. Металлические заглушки превосходно работают в условиях высоких температур и сверхвысокого давления (более 10 000 фунтов на квадратный дюйм), обеспечивая исключительную прочность на разрыв и устойчивость к коррозии в агрессивных средах, таких как кислоты, щелочи или углеводороды. Полимеры, напротив, идеально подходят для умеренных диапазонов давления (до 5000 фунтов на квадратный дюйм) и неабразивных сред, обеспечивая превосходную химическую инертность и гибкость уплотнения, не царапая поверхности оборудования. Ключевые факторы включают совместимость с транспортируемой средой (например, отказ от металлических колпачков для агрессивных химикатов) и температуру окружающей среды: металлические колпачки выдерживают температуру от -200 до 800 ℃, тогда как полимеры обычно работают в пределах от -50 до 200 ℃. Подбор материала колпачка в соответствии с основным материалом оборудования также предотвращает гальваническую коррозию в системах со смешанными материалами.
Какие номинальные значения давления и температуры обеспечивают герметичность?
Во избежание сбоев номинальные значения давления и температуры должны соответствовать рабочим параметрам оборудования. Заглушки должны иметь номинальное давление, равное или превышающее максимальное рабочее давление системы; игнорирование этого требования может привести к деформации крышки, разрыву уплотнения или катастрофическим утечкам. Для сред с динамическим давлением (например, пульсирующее давление в гидравлических системах) рекомендуется использовать крышки с запасом прочности на 25–50 % выше максимального рабочего давления. Температурная стойкость не менее важна: экстремальные температуры могут ухудшить качество материалов уплотнения (например, затвердевание резины при низких температурах, плавление полимера при высокой температуре) или изменить стабильность размеров крышки. Очень важно сверить температурный диапазон крышки с рабочей температурой системы и температурой окружающей среды, включая переходные скачки (например, во время запуска или выключения), которые могут превышать нормальные пределы.
Какие уплотнительные конструкции наиболее эффективны для сценариев высокого давления?
Структура уплотнения напрямую определяет герметичность, а конструкции адаптированы к уровням давления и требованиям применения. Компрессионные уплотнения (например, уплотнительные кольца, прокладки) широко используются при умеренных давлениях, полагаясь на равномерное сжатие для создания плотного барьера. Ключевым моментом является выбор материалов уплотнений (например, витон для высоких температур, нитрил для маслостойкости), совместимых со средой. При сверхвысоких давлениях уплотнения металл-металл (например, конусно-резьбовые, торцевые уплотнения) обеспечивают превосходную надежность, поскольку они слегка деформируются под давлением, образуя металлонепроницаемое соединение, устойчивое к ползучести и релаксации. Заглушки с резьбой должны быть подвергнуты точной механической обработке (например, резьба NPT, BSPP) с использованием герметиков для резьбы (например, ленты из ПТФЭ, анаэробных герметиков) для предотвращения утечек через резьбовые зазоры. Кроме того, самоуплотняющиеся конструкции (которые используют давление в системе для улучшения уплотнения) идеально подходят для систем с динамическим давлением, поскольку они автоматически приспосабливаются к колебаниям давления.
Как согласовать размер и требования к установке для надежной установки?
Правильный выбор размера и установка имеют решающее значение для предотвращения утечек, вызванных несоосностью или недостаточным контактом. Заглушки должны соответствовать размеру порта оборудования и спецификации резьбы (например, метрической, дюймовой) с нулевым допуском на несоответствия — даже незначительные отклонения могут привести к появлению зазоров, которые могут привести к утечкам. Посадочная поверхность колпачка должна быть гладкой, без царапин, заусенцев и мусора, поскольку неровности могут нарушить герметичность. Момент затяжки является еще одним ключевым фактором: недостаточная затяжка оставляет зазоры, а чрезмерная затяжка может повредить резьбу, деформировать крышку или чрезмерно сжать уплотнения (что приведет к преждевременному выходу из строя). Использование калиброванных динамометрических инструментов и соблюдение рекомендуемых значений крутящего момента (в зависимости от материала и размера крышки) обеспечивает последовательную и надежную установку. Для оборудования, подверженного вибрации, колпачки с фиксирующими элементами (например, контргайки, шплинты) предотвращают ослабление с течением времени.
Каким стандартам качества и сертификации следует отдать приоритет?
Соблюдение стандартов качества и сертификатов гарантирует, что заглушка соответствует отраслевым требованиям безопасности для применений под высоким давлением. Ищите крышки, соответствующие международным стандартам (например, ASME, ISO, DIN), в которых указаны состав материала, номинальное давление и производственные допуски. Неразрушающий контроль (например, испытание под давлением, ультразвуковой контроль) подтверждает целостность крышки, гарантируя отсутствие внутренних дефектов (например, трещин, пористости), которые могут привести к утечкам. Для критически важных применений (например, нефтегазовая, аэрокосмическая промышленность) крышки с документацией по отслеживанию (например, сертификаты на материалы, отчеты об испытаниях партий) обеспечивают ответственность за качество. Кроме того, для обеспечения соответствия и безопасности необходима совместимость с отраслевыми нормами (например, FDA для пищевой промышленности, API для нефтяного оборудования).
Как учитывать долгосрочную долговечность и потребности в обслуживании?
Долговечность сокращает время простоя и затраты на замену, что делает ее ключевым фактором выбора. Заглушки должен противостоять износу, коррозии и усталости материала при повторяющихся циклах давления — металлические колпачки с антикоррозийным покрытием (например, цинкованием, пассивацией) или полимерные колпачки с усиленной структурой обеспечивают увеличенный срок службы. Конструкции, не требующие особого обслуживания (например, многоразовые уплотнения, легко удаляемая резьба), упрощают осмотр и замену, а крышки с визуальными индикаторами (например, уплотнения, активируемые давлением), позволяют быстро обнаруживать утечки. Также важно учитывать совместимость крышки с процедурами технического обслуживания (например, чистящими средствами, инструментами для разборки), чтобы избежать повреждений во время обслуживания. Выбор колпачков с проверенной репутацией в аналогичных условиях высокого давления сводит к минимуму риск преждевременного выхода из строя.
-
 Почему нагар на впускных клапанах снижает производительность автомобиля? Многомерный анализ его последствий и решений
Почему нагар на впускных клапанах снижает производительность автомобиля? Многомерный анализ его последствий и решений
Nov 07, 2025
1. Как именно на впускных клапанах образуется нагар?
During vehicle operation, впускные клапаны , как ключевые компоненты впускной системы двигателя, постоянно подвергаются воздействию высокотемпературной рабочей среды. При работе двигателя при сгорании топлива образуется некоторое количество не полностью сгоревших топливно-воздушных смесей, которые вместе с потоком впускного воздуха прилипают к поверхности впускных клапанов. При этом пары моторного масла также могут попадать во впускной коллектор через систему принудительной вентиляции картера (PCV) и вместе с топливно-воздушными смесями постепенно затвердевают и накапливаются под действием высоких температур. Кроме того, если используется некачественное топливо, содержащиеся в нем примеси и коллоидные компоненты еще больше ускорят образование нагара. Со временем на поверхности впускных клапанов образуется толстый слой черного твердого нагара, словно накладывающий на них толстую «шубу».
2. Почему нагар на впускных клапанах снижает эффективность впуска двигателя?
Нормальная работа двигателя зависит от адекватной и правильно подобранной смеси воздуха и топлива. При наличии нагара на впускных клапанах они занимают эффективное впускное пространство клапанов, сужая впускной канал. Первоначально плавный поток всасываемого воздуха замедляется из-за закупорки нагаром, и соответственно уменьшается количество воздуха, поступающего в цилиндры двигателя в единицу времени. Между тем шероховатая поверхность из нагара нарушает стабильность потока всасываемого воздуха, не давая воздуху равномерно смешиваться с топливом. В конечном итоге это приводит к значительному снижению эффективности впуска двигателя, неспособности обеспечить объем воздуха, необходимый для нормального сгорания, и закладывает основу для снижения производительности автомобиля.
3. Как нагар на впускных клапанах влияет на нормальный процесс сгорания топлива?
As mentioned earlier, carbon deposits on впускные клапаны приводят к недостаточному забору воздуха и нестабильному обдуву, что напрямую влияет на точность соотношения воздух-топливо. Соотношение воздух-топливо относится к соотношению смешивания воздуха и топлива, и только при соответствующем соотношении воздух-топливо топливо может сгореть полностью. Когда воздухозаборник недостаточен, соотношение воздух-топливо уменьшается (то есть топлива становится относительно больше), что приводит к неполному сгоранию топлива. При этом не только тратится топливо, но и образуется большое количество вредных газов и несгоревших остатков топлива, что, в свою очередь, еще больше ускоряет образование углеродистых отложений. Кроме того, неполное сгорание снижает давление сгорания внутри цилиндров двигателя, что приводит к падению выходной мощности двигателя и снижению производительности автомобиля.
4. Ускоряют ли нагар на впускных клапанах износ компонентов двигателя?
Ответ: да. On one hand, if carbon deposits on впускные клапаны долго не чистятся, постепенно затвердевают. Во время открытия и закрытия впускных клапанов твердые нагарные отложения постоянно трутся о седла клапанов, ускоряя износ как седел клапанов, так и самих клапанов, а также снижая эффективность уплотнения клапанов. Плохое уплотнение клапанов снижает давление сжатия внутри цилиндров, что еще больше влияет на мощность двигателя и экономию топлива. Это также может вызвать такие проблемы, как утечка цилиндра и чрезмерный расход моторного масла. С другой стороны, некоторые частицы нагара могут попасть в цилиндры вместе с потоком всасываемого воздуха и тереться о движущиеся компоненты, такие как поршни, поршневые кольца и стенки цилиндров, вызывая ненормальный износ этих деталей и сокращая срок службы двигателя.
5. Какие эффективные меры могут предпринять владельцы автомобилей для устранения нагара на впускных клапанах?
Во-первых, при ежедневном использовании автомобиля автовладельцам следует выбирать качественное топливо и избегать использования некачественного топлива, чтобы уменьшить образование нагара в источнике. Во-вторых, выработайте хорошие привычки вождения: избегайте длительных периодов работы на холостом ходу и соответствующим образом увеличивайте время езды на высокой скорости. На высоких оборотах частота вращения двигателя выше, а скорость потока всасываемого воздуха выше, что способствует вымыванию части легких нагаров, прилипших к поверхности впускных клапанов, достигая определенного эффекта «самоочистки». Дополнительно проводите регулярное техническое обслуживание автомобиля: регулярно заменяйте моторное масло и масляный фильтр в соответствии с руководством по эксплуатации автомобиля. При этом для очистки впускного коллектора и впускных клапанов можно регулярно использовать профессиональные средства для очистки впускной системы, своевременно удаляя нагар. Если ситуация с отложениями нагара относительно серьезная, рекомендуется обратиться в официальную авторемонтную мастерскую и использовать метод разборки и проверки для тщательной очистки, чтобы восстановить нормальную работу двигателя.
-
 Детали, обработанные медью: какой точности они могут достичь? Как контролировать затраты на обработку при настройке?
Детали, обработанные медью: какой точности они могут достичь? Как контролировать затраты на обработку при настройке?
Oct 31, 2025
1. Каких диапазонов точности могут достигать медные детали? Это зависит от технологии обработки
Точность медные обработанные детали не зафиксировано; он значительно варьируется в зависимости от выбора технологии обработки, поскольку разные технологии имеют разные возможности контроля точности размеров и качества поверхности. Для традиционных методов обработки, таких как токарная и фрезерная обработка (с использованием обычных станков с ЧПУ), точность размеров медных деталей обычно составляет от ±0,01 мм до ±0,1 мм. Например, при обработке медного вала диаметром 20 мм с помощью обычного токарного станка с ЧПУ конечную погрешность диаметра можно контролировать в пределах ±0,03 мм, что соответствует потребностям большинства общих промышленных сценариев (таких как обычные соединители и клапаны низкого давления).
В сценариях высокоточной обработки такие технологии, как прецизионное точение, шлифование и электроэрозионная обработка (EDM), могут поднять точность на более высокий уровень. Прецизионная токарная обработка с ЧПУ (оснащенная высокоточными шпинделями и линейными направляющими) позволяет достичь точности размеров от ±0,005 мм до ±0,01 мм, а шероховатость поверхности (Ra) можно уменьшить до 0,2–0,8 мкм — это подходит для деталей, требующих плотной посадки, таких как прецизионные подшипники и сердечники гидравлических клапанов. Шлифование (особенно наружное круглое шлифование) работает еще лучше: для медных деталей с гладкой поверхностью точность размеров может достигать от ±0,001 мм до ±0,003 мм, а шероховатость поверхности может составлять всего 0,025 мкм (близко к зеркальному эффекту), что часто используется в высокоточных инструментах (например, в компонентах датчиков).
Электроэрозионная обработка, в которой для формирования деталей используется электроэрозия, подходит для сложных медных конструкций (например, деталей с мелкими отверстиями или узкими прорезями), которые трудно обрабатывать традиционными методами резки. Его размерная точность обычно составляет от ±0,002 мм до ±0,005 мм, и он может обрабатывать микроструктуры минимальной шириной 0,1 мм, что делает его идеальным для прецизионных форм и микроэлектронных компонентов. Однако следует отметить, что на точность электроэрозионной обработки влияет износ электрода, поэтому в процессе обработки необходимы дополнительные компенсационные меры для обеспечения точности.
2. Какие факторы влияют на точность медных деталей? Не игнорируйте эти детали
Даже при использовании одной и той же технологии обработки конечная точность деталей, обработанных из меди, может быть нарушена множеством факторов, на которые необходимо обращать внимание в процессе обработки. Первым ключевым фактором является «термическая деформация медных материалов». Медь имеет высокую теплопроводность (около 401 Вт/(м·К), что намного выше, чем у стали 50 Вт/(м·К)), но ее коэффициент теплового расширения также относительно велик (16,5×10^-6/℃). Во время резки трение между инструментом и медной деталью выделяет тепло, которое приводит к расширению медной детали. Если тепло не рассеивается вовремя, после остывания детали обработанный размер будет меньше проектного размера. Например, при обработке медной пластины длиной 100 мм, если температура резки повысится на 50 ℃, тепловое расширение медной пластины составит около 0,0825 мм. Если это не учтено в параметрах обработки, конечная ошибка длины может превысить допустимый диапазон.
Второй фактор – «износ и выбор инструмента». Медь — относительно мягкий материал (твердость по Бринеллю составляет от 35 до 100 HB, в зависимости от типа), поэтому инструмент склонен к «наростам» во время резки — медная стружка прилипает к кончику инструмента, изменяя фактическую форму режущей кромки и приводя к ошибкам в размерах. Чтобы этого избежать, необходимо выбирать инструменты с высокой износостойкостью и соответствующими покрытиями. Например, твердосплавные инструменты, покрытые нитридом титана (TiN), обладают хорошей износостойкостью и могут уменьшить наросты на кромке; для высокоточной обработки больше подходят алмазные инструменты (с чрезвычайно высокой твердостью и гладкой поверхностью), так как они позволяют минимизировать износ инструмента и обеспечить стабильную точность обработки.
Третий фактор — «стабильность крепления и сила зажима». Если приспособление, используемое для фиксации медной детали, ослаблено или сила зажима неравномерна, деталь сместится во время обработки, что приведет к отклонению размеров. Например, при зажиме тонкого медного листа для фрезерования чрезмерное усилие зажима приведет к деформации листа (выпучиванию или короблению), а после обработки и разгрузки лист будет отскакивать, делая обработанную форму несоответствующей конструкции. Поэтому необходимо использовать приспособления с хорошей жесткостью (например, вакуумные патроны для тонких листов) и регулировать силу зажима в соответствии с толщиной и формой медной детали — как правило, сила зажима должна быть достаточной, чтобы предотвратить перемещение детали, не вызывая явной деформации.
3. Как контролировать стоимость обработки медных деталей, изготовленных на заказ? Начните с оптимизации дизайна
Дизайн — первое звено, влияющее на стоимость изготовленных на заказ медных деталей. Разумный дизайн может снизить сложность обработки и количество отходов, тем самым снижая затраты. Первый принцип проектирования — «упрощение конструкции детали». Сложные конструкции (такие как глубокие отверстия, глухие отверстия или неровные изогнутые поверхности) требуют большего количества этапов обработки и более длительного времени обработки, что напрямую увеличивает затраты. Например, медная деталь с глухим отверстием диаметром 10 мм и глубиной 50 мм требует многократной смены инструмента и операций удаления стружки во время сверления, а время обработки в 3-5 раз превышает время обработки сквозного отверстия того же диаметра. Если конструкция позволяет, замена глухого отверстия на сквозное или уменьшение глубины глухого отверстия позволяет существенно сократить цикл обработки и снизить затраты.
Второй принцип — «унификация данных обработки и сокращение количества смен инструментов». Во время обработки каждая смена инструмента требует времени для настройки и калибровки инструмента, а частая смена инструмента увеличивает время обработки и риск ошибок точности. Поэтому при проектировании необходимо попытаться унифицировать исходные данные обработки (например, использовать одну и ту же торцевую грань или ось в качестве опорной точки для нескольких элементов обработки) и выбрать элементы обработки, которые можно выполнить с помощью одного и того же инструмента. Например, если медную деталь необходимо обработать в два этапа разного диаметра, проектирование этапов с одинаковой конусностью (чтобы их можно было обрабатывать одним коническим инструментом) позволяет избежать замены инструмента и сэкономить 20–30 % времени обработки.
Третий принцип — «разумное установление требований к точности». Чрезмерно высокая точность приведет к использованию более совершенных технологий обработки и увеличению времени обработки, что приведет к увеличению затрат. Например, если для медной детали, используемой в обычном соединении труб, требуется точность размеров только ±0,1 мм, а для конструкции требуется ±0,005 мм, стоимость обработки может увеличиться в 5-10 раз (поскольку необходимо перейти от обычного токарного станка с ЧПУ к прецизионному шлифованию). Следовательно, во время проектирования необходимо «согласовать точность со сценариями использования»: для некритических функций (таких как неподходящие поверхности) соответствующим образом ослабить требования к точности (например, увеличить допуск на размер до ±0,1–±0,2 мм), не влияя на общую производительность детали.
4. Как снизить затраты за счет выбора технологии обработки и оптимизации партии?
После утверждения проекта выбор правильной технологии обработки и оптимизация производственной партии также являются ключом к контролю стоимости производства. медные обработанные детали . Первым аспектом является «выбор экономически эффективных технологий обработки в зависимости от размера партии». Для мелкосерийной обработки (обычно 1-50 штук) более экономично использовать токарную или фрезерную обработку на станках с ЧПУ, так как эти технологии имеют короткое время наладки и не требуют дорогостоящих пресс-форм. Например, обработка 10 медных втулок токарным станком с ЧПУ занимает всего 2-3 часа на наладку и обработку, а себестоимость единицы составляет около 10-20. Однако для крупносерийного производства (1000 штук и более) более рентабельными являются такие технологии, как литье под давлением или экструзия (с последующей простой механической обработкой). Литье под давлением позволяет быстро производить медные детали партиями (каждая форма может производить несколько деталей одновременно), а себестоимость единицы продукции можно снизить до 3-5 — это подходит для стандартизированных деталей (таких как медные гайки и разъемы).
Второй аспект — «оптимизация параметров обработки для повышения эффективности». Разумная регулировка скорости резания, подачи и глубины резания может сократить время обработки, обеспечивая при этом точность. Например, при обработке чистой меди (с хорошей пластичностью) с помощью точения на станке с ЧПУ увеличение скорости резания со 100 м/мин до 300 м/мин (с использованием твердосплавного инструмента) может сократить время резания детали на 40–50 %, не влияя на качество поверхности. Однако следует отметить, что параметры резания должны соответствовать возможностям инструмента и станка — слишком высокая скорость резания может ускорить износ инструмента и увеличить затраты на замену инструмента, поэтому необходимо найти баланс.
Третий аспект — «сокращение отходов материала за счет оптимизации раскроя». Медные материалы относительно дороги (цена чистой меди составляет около 8-10 долларов за кг), поэтому сокращение отходов материала имеет решающее значение для контроля затрат. Для листовых медных деталей можно использовать программное обеспечение для раскроя, чтобы максимально плотно расположить детали на медном листе, чтобы максимизировать коэффициент использования материала. Например, при обработке медной шайбы диаметром 15 мм оптимизация раскроя может увеличить количество обрабатываемых шайб на медный лист размером 100×100 мм с 40 до 50, сократив отходы материала на 20%. Для деталей в виде стержней также важен выбор подходящего диаметра стержня (чтобы избежать чрезмерного остатка материала) — например, при обработке медного вала диаметром 18 мм следует использовать стержень диаметром 20 мм вместо стержня диаметром 25 мм, поскольку последний приведет к образованию большего количества остаточного материала.
5. Каких распространенных ошибок следует избегать при индивидуальной обработке медных деталей?
В процессе настройки деталей, обработанных медью, некоторые недоразумения или оплошности могут привести к ненужному увеличению затрат, которого следует избегать. Первая распространенная ошибка — «неясные технические требования, ведущие к переделке». Если в проектных чертежах четко не указаны ключевые параметры (такие как допуски на размеры, шероховатость поверхности и марка материала), обрабатывающий завод может обрабатывать детали в соответствии со стандартами по умолчанию, что может не соответствовать фактическим потребностям и требовать доработки. Например, если на чертеже не указана шероховатость поверхности медной детали, завод может обработать ее до Ra 3,2 мкм (обычный стандарт), но если фактическая потребность составляет Ra 0,8 мкм, деталь необходимо будет повторно шлифовать, что увеличит стоимость на 30–50%. Поэтому в проектных чертежах должны быть четко указаны все технические требования и заранее связаться с перерабатывающим заводом для подтверждения осуществимости.
Вторая ловушка — «игнорирование стоимости постобработки». Многие медные детали требуют последующей обработки (например, нанесения покрытия, термообработки или удаления заусенцев) для удовлетворения требований к производительности или внешнему виду, и эти процессы также составляют определенную долю общей стоимости. Например, гальваническое покрытие медной детали слоем никеля (для улучшения коррозионной стойкости) добавляет примерно 1-3 на деталь, а термообработка (например, отжиг для уменьшения внутреннего напряжения) добавляет 2-5 на деталь. Если эти затраты не учтены на ранней стадии, окончательная общая стоимость может превысить бюджет. Поэтому при настройке необходимо перечислить все необходимые этапы постобработки и заранее получить расценки от обрабатывающего завода, а также оптимизировать план постобработки, если это возможно (например, использование пассивации вместо покрытия для неагрессивных сред для снижения затрат).
Третья ошибка — «неправильный выбор перерабатывающей фабрики». Различные перерабатывающие предприятия имеют разные сильные стороны (например, одни хороши в точной обработке, а другие — в крупносерийном производстве) и стратегии ценообразования. Выбор фабрики, которая не соответствует потребностям индивидуальной настройки, может привести к высоким затратам или низкой точности. Например, если вам нужно настроить 10 высокоточных медных деталей, выбор фабрики, которая в основном занимается крупносерийной низкоточной обработкой, может привести к тому, что фабрика будет использовать дорогое высокоточное оборудование (которое не используется в полной мере) и взимать более высокую плату. Вместо этого, выбрав небольшую и среднюю фабрику, специализирующуюся на точной обработке, можно получить более разумные цены и лучшее качество. Поэтому перед принятием решения необходимо проверять перерабатывающие предприятия на основе таких факторов, как размер партии, требования к точности и технические возможности, а также сравнивать несколько предложений.
-
 Почему детали из легких алюминиевых сплавов идеально подходят для аэрокосмической и автомобильной промышленности?
Почему детали из легких алюминиевых сплавов идеально подходят для аэрокосмической и автомобильной промышленности?
Oct 24, 2025
Какие основные свойства алюминиевых сплавов делают их пригодными для использования в аэрокосмической и автомобильной промышленности?
Аэрокосмическая и автомобильная промышленность разделяют непреложное требование: найти баланс между снижением веса и структурными характеристиками. Алюминиевые сплавы, особенно марки 6061, 7075 и 2024, превосходят этот баланс благодаря четырем основным свойствам, которые соответствуют наиболее важным потребностям отрасли:
- Исключительное соотношение прочности к весу: плотность алюминия (2,7 г/см³) составляет примерно 1/3 плотности стали (7,8 г/см³) и 1/5 плотности титана (4,5 г/см³), однако его механическая прочность (при легировании и термообработке) не уступает многим сталям. Например, алюминий 7075-T6 (распространенный аэрокосмический сорт) имеет предел прочности на разрыв 572 МПа, что сопоставимо с низкоуглеродистой сталью (400–550 МПа), но при этом его вес намного меньше. Это приводит к прямой экономии топлива: в авиации каждое снижение веса на 1% снижает расход топлива примерно на 0,7%; в автомобилестроении снижение веса на 100 кг повышает топливную экономичность примерно на 0,3–0,5 л/100 км.
- Превосходная коррозионная стойкость: в отличие от стали (которая без покрытия быстро ржавеет), алюминий естественным образом образует на своей поверхности тонкий стабильный оксидный слой (Al₂O₃) — этот слой действует как барьер против влаги, химикатов и воздействия окружающей среды. Для аэрокосмической отрасли это означает, что такие детали, как лонжероны крыльев или компоненты фюзеляжа, устойчивы к коррозии, вызываемой высотной влажностью и противообледенительными жидкостями; в автомобильной промышленности он устраняет необходимость в нанесении тяжелых антикоррозионных покрытий на такие детали, как блоки цилиндров или компоненты шасси, что еще больше снижает вес.
- Отличная обрабатываемость: алюминиевые сплавы мягче и пластичнее по сравнению со сталью или титаном, что позволяет легко обрабатывать сложные и прецизионные детали. Они требуют меньше силы резания, выделяют меньше тепла во время обработки и обеспечивают гладкую поверхность (Ra < 1,6 мкм) с минимальным износом инструмента. В аэрокосмической отрасли это позволяет производить сложные детали, такие как лопатки турбин или корпуса авионики (с допусками всего ±0,005 мм); в автомобильной промышленности это ускоряет производство крупносерийных деталей, таких как кожухи трансмиссии или компоненты подвески, снижая производственные затраты.
- Высокая теплопроводность и электропроводность: теплопроводность алюминия (237 Вт/м·К) в 3 раза выше, чем у стали, и в 2 раза выше, чем у титана, что критически важно для деталей, которым необходимо рассеивать тепло. В аэрокосмической отрасли алюминий идеально подходит для теплообменников или электронных систем охлаждения (например, в спутниках); в автомобилестроении он используется для головок цилиндров двигателей или пластин охлаждения аккумулятора (для электромобилей, где управление температурой предотвращает деградацию аккумулятора). Его электропроводность также делает его пригодным для использования в жгутах проводов или компонентах датчиков в обеих отраслях.
Эти свойства решают наиболее насущные проблемы аэрокосмической отрасли (экономия топлива, грузоподъемность, надежность) и автомобилестроения (снижение выбросов, производительность, доступность), что делает алюминиевые сплавы естественным выбором для обрабатываемых деталей.
Как детали из алюминиевого сплава соответствуют требованиям аэрокосмической отрасли?
Аэрокосмическая отрасль предъявляет экстремальные требования к материалам: детали должны выдерживать большие нагрузки (при взлете/посадке), колебания температур (от -55°С до 120°С на высоте), длительный срок службы (20–30 лет для коммерческих самолетов). Механически обработанные детали из алюминиевого сплава удовлетворить эти требования благодаря индивидуальной производительности и гибкости конструкции:
1. Снижение веса для повышения топливной эффективности и грузоподъемности.
Главным приоритетом аэрокосмической отрасли является минимизация веса: каждый сэкономленный килограмм позволяет перевезти больше пассажиров, грузов или топлива. Алюминиевые сплавы обеспечивают следующее:
- Коммерческие самолеты, такие как Boeing 787, используют около 15% алюминия (по весу) в механически обработанных деталях, таких как нервюры крыла, компоненты шасси и шпангоуты фюзеляжа. Эти детали заменяют более тяжелые альтернативы из стали или титана, сокращая общий вес самолета примерно на 10% и снижая расход топлива примерно на 15% по сравнению со старыми моделями.
- Для военных самолетов (например, истребителей) алюминиевые детали, такие как опоры двигателя или поверхности управления, уменьшают вес без ущерба для прочности, что имеет решающее значение для достижения высокой скорости и маневренности.
2. Структурная целостность в экстремальных условиях
Детали аэрокосмической отрасли должны сохранять прочность и форму в условиях циклических нагрузок (например, повторяющихся взлетов/посадок) и экстремальных температур. Здесь превосходят термообработанные алюминиевые сплавы:
- Алюминий 2024-T3 (используемый в крыльях самолетов) обладает высокой усталостной прочностью (145 МПа в течение 10⁷ циклов), что означает, что он устойчив к растрескиванию от повторяющихся напряжений. Детали, изготовленные из этого сплава, фрезеруются с высокой точностью до одинаковой толщины, что обеспечивает равномерное распределение напряжения по детали.
- Алюминий 7075-T6 (используется в кронштейнах шасси) сохраняет 90% своей прочности при температуре до 120°C, что критично для деталей, подвергающихся нагреву от трения во время приземления. Его обрабатываемость также позволяет создавать сложные геометрические формы (например, полые секции), которые снижают вес при сохранении жесткости конструкции.
3. Совместимость со стандартами аэрокосмического производства.
Аэрокосмическая промышленность требует, чтобы детали соответствовали строгим стандартам качества (например, AS9100 для производства, спецификации AMS для материалов). Алюминиевые сплавы соответствуют следующим стандартам:
- Обработанные алюминиевые детали могут быть сертифицированы с жесткими размерными допусками (±0,001 мм для компонентов авионики) с помощью обработки на станке с ЧПУ, что важно для обеспечения плавного соединения деталей с другими системами самолета (например, корпус датчика должен идеально совпадать с разъемами проводки).
- Свариваемость и возможность соединения алюминия (с помощью заклепок или клея) позволяют собирать большие конструкции (например, панели фюзеляжа) с минимальным увеличением веса. Детали из обработанного алюминия имеют гладкие, однородные поверхности, которые обеспечивают прочные и надежные соединения, что крайне важно для предотвращения утечек или структурных сбоев.
Какие преимущества механические детали из алюминиевых сплавов предлагают автомобильной промышленности?
Приоритеты автомобильной промышленности — сокращение выбросов, повышение производительности и снижение производственных затрат — напрямую решаются с помощью обработанных деталей из алюминиевых сплавов. Их уникальные преимущества делают их предпочтительным выбором как для производителей двигателей внутреннего сгорания (ДВС), так и для производителей электромобилей (EV):
1. Сокращение выбросов и топливная экономичность (автомобили с ДВС)
Глобальные нормы выбросов (например, стандарты Евро-7 ЕС, стандарты Агентства по охране окружающей среды США) требуют от автопроизводителей сокращения потребления топлива и выбросов CO₂. Легкий вес алюминия способствует этому:
- Типичный автомобиль с ДВС использует около 150 кг алюминиевых деталей (блоки двигателя, головки цилиндров, рычаги подвески). Замена стальных блоков двигателя алюминиевыми версиями снижает вес двигателя примерно на 30 кг, повышает топливную экономичность примерно на 1–2 л/100 км и снижает выбросы CO₂ примерно на 20–30 г/км.
- Механически обработанные алюминиевые компоненты подвески (например, рычаги подвески) уменьшают неподрессоренную массу (вес, не поддерживаемый пружинами автомобиля), улучшая управляемость и дополнительно повышая топливную экономичность за счет снижения сопротивления качению.
2. Преимущества, специфичные для электромобилей: компенсация веса аккумулятора и управление температурным режимом.
Электромобили сталкиваются с уникальной проблемой: тяжелые литий-ионные аккумуляторы (500–1000 кг) увеличивают общий вес автомобиля, сокращая запас хода. Алюминиевые детали компенсируют этот вес, одновременно удовлетворяя специфические потребности электромобилей:
- Алюминиевые аккумуляторные корпуса (изготовленные из стали 6061-T6) на 50 % легче стальных, что позволяет снизить вес автомобиля примерно на 50–100 кг и увеличить запас хода электромобилей примерно на 5–10 %. Точность механической обработки корпусов обеспечивает герметичность, защищая батареи от влаги и ударов.
- Алюминиевые охлаждающие пластины (с микроканалами) эффективно рассеивают тепло аккумуляторов электромобилей, что крайне важно для предотвращения перегрева и продления срока службы аккумуляторов. Теплопроводность алюминия позволяет передавать тепло в 2 раза быстрее, чем сталь, гарантируя, что батареи останутся в оптимальном температурном диапазоне (25–40°C).
3. Экономическая эффективность при крупносерийном производстве
Автопроизводителям нужны материалы, которые являются одновременно высокопроизводительными и доступными для массового производства. Алюминиевые сплавы обеспечивают следующее:
- Обрабатываемость алюминия сокращает время производства: станок с ЧПУ может производить 2–3 алюминиевых блока двигателя в час по сравнению с 1–2 стальными блоками. Это снижает затраты на рабочую силу и инструменты — инструменты для обработки алюминия служат в 3 раза дольше, чем стальные, что снижает затраты на замену.
- В отличие от титана (который стоит 30–50 фунтов за кг), алюминиевые сплавы стоят 2–5 долларов за кг, что делает их доступными для крупносерийных автомобилей (например, семейных седанов), сохраняя при этом преимущества в производительности. Механически обработанные алюминиевые детали также требуют меньше последующей обработки (например, не требуют защиты от ржавчины), что еще больше снижает производственные затраты.
Чем алюминиевые сплавы отличаются от альтернатив (стали, титана, композитов) в этих отраслях?
Чтобы полностью понять, почему механически обработанные детали из алюминиевых сплавов идеальны, очень важно сравнить их с распространенными альтернативами. Их баланс производительности, веса и стоимости делает их превосходными для большинства применений в аэрокосмической и автомобильной промышленности:
1. По сравнению со сталью: меньший вес, меньший риск коррозии.
Сталь имеет высокую прочность, но тяжелая и склонна к коррозии. В аэрокосмической отрасли использование стали для деталей фюзеляжа приведет к увеличению веса самолета примерно на 30%, что потребует более мощных двигателей и большего количества топлива, что сделает это непрактичным. В автомобилестроении стальные блоки двигателей на 50% тяжелее алюминиевых, что снижает топливную экономичность. Хотя сталь дешевле алюминия (\(0,5–1/кг против \)2–5/кг), экономия топлива за счет снижения веса алюминия компенсирует более высокие затраты на материалы в течение срока службы транспортного средства/самолета.
2. По сравнению с титаном: доступнее, проще в обработке.
Титан имеет превосходное соотношение прочности к весу и коррозионную стойкость, но он дорог (30–50 долларов США за кг) и сложен в обработке (он твердый и выделяет большое количество тепла во время резки). В аэрокосмической отрасли титан используется для изготовления критически важных деталей, таких как лопатки турбин (где необходима исключительная термостойкость), но алюминий предпочтительнее для ненагреваемых деталей, таких как рамы крыльев, обеспечивая 80% производительности титана при 10% стоимости. В автомобилестроении титан слишком дорог для деталей массового производства; Алюминий обеспечивает аналогичные преимущества по весу за небольшую цену.
3. По сравнению с композитами (например, углеродным волокном): более низкая стоимость, лучшая обрабатываемость.
Композиты (пластик, армированный углеродным волокном, или углепластик) легкие и прочные, но имеют два ключевых недостатка: высокая стоимость (15–30 долларов США за кг) и плохая обрабатываемость (они хрупкие и склонны к раскалыванию). В аэрокосмической отрасли углепластик используется для изготовления больших конструкций, таких как крылья, но алюминий предпочтительнее для небольших и сложных деталей, таких как корпуса авионики: композиты потребуют дорогостоящего инструмента для обработки сложных форм, а алюминий можно быстро обработать на станках с ЧПУ. В автомобилестроении углепластик применяется только в спортивных автомобилях высокого класса (например, Ferrari); Алюминий — единственный легкий материал, доступный для обычных автомобилей.
Какие методы обработки оптимизируют детали из алюминиевых сплавов для аэрокосмической и автомобильной промышленности?
Характеристики деталей из алюминиевых сплавов зависят от методов механической обработки, используемых для их обработки. Производители аэрокосмической и автомобильной промышленности полагаются на точные методы, чтобы максимизировать преимущества алюминия:
1. Фрезерование и токарная обработка с ЧПУ: точность для сложной геометрии
Обработка с ЧПУ (числовым программным управлением) является золотым стандартом для алюминиевых деталей. Он использует инструменты с компьютерным управлением для создания сложных форм с жесткими допусками:
- Для лопаток аэрокосмических турбин (обработанных из стали 7075-T6) 5-осевое фрезерование с ЧПУ создает изогнутые аэродинамические профили с допусками ±0,005 мм, что критически важно для максимизации воздушного потока и эффективности двигателя.
- Для корпусов автомобильных трансмиссий (обработанных из стали 6061-T6) токарная обработка на станке с ЧПУ позволяет получить гладкие цилиндрические поверхности, которые обеспечивают правильное выравнивание шестерен, уменьшая трение и износ.
2. Высокоскоростная обработка (HSM): более быстрое производство, лучшее качество поверхности.
Мягкость алюминия позволяет осуществлять высокоскоростную обработку (скорость вращения шпинделя до 20 000 об/мин), что сокращает время производства и повышает качество поверхности:
- В автомобильной отрасли HSM производит алюминиевые головки цилиндров с гладкими камерами сгорания (Ra < 0,8 мкм) — это уменьшает отложения топлива и улучшает характеристики двигателя.
- В аэрокосмической отрасли HSM обрабатывает алюминиевые нервюры крыльев с тонкими стенками (толщиной 1–2 мм), что снижает вес без ущерба для прочности. Достижение этого с помощью более медленных методов обработки может привести к деформации алюминия.
3. Обработка после обработки: повышение производительности
После механической обработки алюминиевые детали подвергаются обработке для повышения прочности и коррозионной стойкости:
- Термическая обработка: такие сплавы, как 6061-T6, нагреваются до 530°C, закаливаются в воде и состариваются при 175°C — это увеличивает их прочность на разрыв на 200% по сравнению с необработанным алюминием.
- Анодирование: процесс, который утолщает оксидный слой алюминия (с 0,1 мкм до 5–20 мкм), улучшая коррозионную стойкость. В аэрокосмической отрасли используется твердое анодирование (слой 20–50 мкм) для деталей шасси, а в автомобилестроении — декоративное анодирование деталей отделки салона.
- Химико-конверсионное покрытие: наносит тонкий слой (0,1–0,5 мкм) хромата или цирконата на алюминиевые детали, улучшая адгезию красок или клеев. Это критически важно для деталей фюзеляжа аэрокосмической отрасли, которые необходимо покрасить для уменьшения лобового сопротивления.
Комбинируя эти методы обработки с присущими алюминию свойствами, производители создают детали, отвечающие самым строгим требованиям аэрокосмической и автомобильной промышленности: легкие, прочные, устойчивые к коррозии и экономичные.
Таким образом, детали из легких алюминиевых сплавов идеально подходят для аэрокосмической и автомобильной промышленности, поскольку они сочетают снижение веса с конструктивными характеристиками, устойчивы к коррозии, легко обрабатываются в сложные формы и обеспечивают превосходную экономическую эффективность по сравнению с альтернативами. Их способность удовлетворять уникальные потребности каждой отрасли (экономия топлива в аэрокосмической отрасли, сокращение выбросов в автомобилестроении) делает их незаменимым материалом для современного производства.
- Исключительное соотношение прочности к весу: плотность алюминия (2,7 г/см³) составляет примерно 1/3 плотности стали (7,8 г/см³) и 1/5 плотности титана (4,5 г/см³), однако его механическая прочность (при легировании и термообработке) не уступает многим сталям. Например, алюминий 7075-T6 (распространенный аэрокосмический сорт) имеет предел прочности на разрыв 572 МПа, что сопоставимо с низкоуглеродистой сталью (400–550 МПа), но при этом его вес намного меньше. Это приводит к прямой экономии топлива: в авиации каждое снижение веса на 1% снижает расход топлива примерно на 0,7%; в автомобилестроении снижение веса на 100 кг повышает топливную экономичность примерно на 0,3–0,5 л/100 км.
-
Промышленные дренажные клапаны: баланс между защитой от засорения и герметизацией? Тенденции выбора 2025 года
Oct 17, 2025
Что определяет основные функции промышленного дренажного клапана?
Промышленный сливной клапан является критически важным компонентом управления жидкостью, предназначенным для удаления конденсата, сточных вод или остаточных жидкостей из промышленных систем, предотвращая при этом обратный поток и загрязнение. В отличие от стандартных клапанов, он работает в суровых условиях, перекачивая жидкости, смешанные с мусором, отложениями или вязкими материалами, в таких отраслях, как производство, энергетика и очистка воды. Его производительность зависит от двух противоречивых, но взаимодополняющих свойств: антиблокировочной способности (поддержания беспрепятственного потока) и целостности уплотнения (предотвращающей утечку при закрытии). Достижение этого баланса требует целенаправленного выбора дизайна, материаловедения и эксплуатационного проектирования.
Как конструктивные особенности сочетают в себе защиту от блокирования и герметизацию?
Сосуществование антиблокировочной системы и герметизации основано на синергетических элементах конструкции, которые без компромиссов удовлетворяют каждому требованию.
Ключевые инновации, направленные на предотвращение блокировки, направлены на накопление мусора. Полнопоточная конструкция сводит к минимуму ограничения потока, позволяя более крупным частицам проходить сквозь них, а не застревать в полостях клапана. Некоторые модели оснащены механизмами самоочистки: вращающиеся или колеблющиеся компоненты вытесняют осадок во время работы, а конические седла клапанов направляют мусор к выпускному отверстию, а не задерживают его. Кроме того, обтекаемая внутренняя геометрия исключает острые углы или мертвые зоны, в которых могут накапливаться твердые частицы, обеспечивая непрерывный поток даже с жидкостями, содержащими твердые частицы.
Для надежности уплотнения первостепенное значение имеют выбор материала и точность конструкции. Сердечники клапанов часто сочетают в себе жесткие подложки с эластичными уплотнительными материалами, такими как резина, армированная металлом, чтобы противостоять износу, сохраняя при этом герметичность. В системах динамического уплотнения используются гибкие компоненты (например, графитовая набивка), которые адаптируются к изменениям давления без утечек, тогда как в статических уплотнениях используются прецизионные интерфейсы для предотвращения утечки жидкости. В усовершенствованных конструкциях также используется компенсация давления: по мере увеличения давления в системе усиливаются усилия уплотнения, обеспечивая герметичное закрытие даже в средах с высоким давлением.
Гармония между этими функциями еще больше усиливается за счет «отказоустойчивой» конструкции. Например, саморегулирующиеся уплотнения автоматически компенсируют износ от мусора, сохраняя с течением времени как уплотняющие, так и антиблокировочные функции.
Какую роль играют материалы в двойной производительности?
Материаловедение является основой баланса между блокировкой и герметизацией. Инженеры выбирают материалы в зависимости от состава жидкости, температуры и давления, чтобы избежать коррозии, эрозии или деградации, которые могут поставить под угрозу оба свойства.
В антиблокировочных материалах преобладают износостойкие материалы. В корпусах клапанов и внутренних компонентах часто используются закаленные сплавы или композитные материалы, которые устойчивы к царапинам от абразивных частиц, предотвращая появление шероховатостей на поверхностях, задерживающих мусор. В приложениях с агрессивными жидкостями (например, в химической обработке) устойчивые к коррозии металлы сохраняют структурную целостность, обеспечивая беспрепятственность путей потока.
Для герметизации решающее значение имеют эластичные, но прочные материалы. Резиновые смеси (например, нитрил) или термопласты обеспечивают гибкость, позволяющую образовывать герметичные уплотнения, и при этом устойчивы к набуханию или затвердеванию в результате химического воздействия. В высокотемпературных приложениях могут использоваться уплотнения «металл-металл» с прецизионно отшлифованными поверхностями, обеспечивающие как устойчивость к утечкам, так и устойчивость к воздействию мусора.
Гибридные материалы становятся все более распространенными: клапан может иметь керамическое антиблокировочное седло (для износостойкости) в сочетании с полимерным уплотнением (для гибкости), объединяя сильные стороны обоих для обеспечения двойной производительности.
Каковы тенденции в выборе промышленных сливных клапанов в 2025 году?
2025 год знаменует собой переход к интеллектуальному выбору клапанов для конкретных приложений, основанному на эффективности, устойчивости и цифровизации, что соответствует ежегодному росту более широкого рынка промышленных клапанов на 5%. Ключевые тенденции включают в себя:
1. Интеллектуальное зондирование для профилактического обслуживания
Клапаны, интегрированные с датчиками давления и возможностью подключения к Интернету вещей, становятся стандартом. Эти системы контролируют скорость потока и перепад давления для обнаружения ранних признаков закупорки (например, внезапных скачков давления) или разрушения уплотнения (например, постепенной утечки). Прогнозируемые оповещения сокращают время незапланированных простоев, что является важнейшим приоритетом, поскольку отрасли стремятся оптимизировать операционную эффективность. Это соответствует прогнозу на 2025 год, согласно которому интеллектуальная промышленная арматура захватит 9% рынка.
2. Инновационные материалы для экологически чистых и экстремальных условий
Спрос на «зеленые клапаны», изготовленные из перерабатываемых материалов или материалов с низким уровнем выбросов, растет, что обусловлено глобальными целями устойчивого развития. В то же время современные композиты и высокоэффективные сплавы заменяют традиционные металлы в экстремальных условиях (например, в высокотемпературных промышленных сточных водах), предлагая меньший вес, лучшую коррозионную стойкость и более длительный срок службы. Эти материалы обеспечивают как антиблокировку (благодаря износостойкости), так и герметизацию (благодаря стабильности) в суровых условиях.
3. Настройка для конкретного приложения
Универсальные клапаны теряют популярность. Вместо этого при выборе приоритет отдается индивидуальному дизайну:
- Очистка сточных вод: клапаны с самоочищающимися ребрами и коррозионностойкими уплотнениями для обработки ила, содержащего твердые частицы.
- Энергетический сектор: модели высокого давления с уплотнениями «металл по металлу» и антинакипными покрытиями, критически важными для конденсатных систем электростанций.
- Пищевая промышленность: Сантехническое исполнение с гладкой внутренней поверхностью без щелей (для предотвращения накопления бактерий) и уплотнительными материалами, пригодными для пищевых продуктов.
4. Интеграция с цифровыми системами
Клапаны все чаще проектируются для синхронизации с промышленными системами управления (ICS) для автоматизированной работы. Например, электрические приводы, заменяющие ручное или гидравлическое управление, регулируют положение клапана в реальном времени на основе данных системы, оптимизируя поток, сохраняя при этом герметичность. Эта интеграция поддерживает движение отрасли к полностью цифровому управлению жидкостями.
Почему этот баланс важен для промышленных операций?
Двойная производительность промышленных дренажных клапанов напрямую влияет на эксплуатационные расходы, безопасность и соответствие нормативным требованиям. Засоры могут вызвать избыточное давление в системе, что приведет к выходу оборудования из строя и дорогостоящему ремонту, а плохая герметизация приводит к растрате ресурсов (например, воды или химикатов) и риску загрязнения окружающей среды. В 2025 году, когда отрасли сталкиваются с ужесточением законодательства и ростом затрат на электроэнергию, клапаны, обеспечивающие как антиблокировочную, так и герметизирующую эффективность, больше не будут необязательными, а необходимы. Они не только сокращают расходы на техническое обслуживание, но и способствуют достижению целей устойчивого развития за счет минимизации отходов жидкости и потребления энергии.
Что будет дальше с технологией промышленных дренажных клапанов?
За пределами 2025 года акцент сместится на адаптивные клапаны — системы, которые корректируют свою работу в режиме реального времени с помощью искусственного интеллекта. Например, клапаны могут автоматически изменять пути потока в зависимости от уровня мусора или изменять давление уплотнения в зависимости от вязкости жидкости. Кроме того, компоненты клапанов, напечатанные на 3D-принтере, позволят создавать конструкции для конкретных условий применения, сокращая время выполнения заказов и потери материала. Поскольку к 2030 году мировой рынок клапанов достигнет 1500 миллиардов долларов, сливные клапаны останутся краеугольным камнем промышленной эффективности, развиваясь для удовлетворения потребностей более разумного и экологически чистого производства.
-
Какие материалы воздухозаборного клапана устойчивы к износу и высоким температурам в промышленных генераторах?
Oct 10, 2025
Какие проблемы с производительностью создают промышленные генераторы для воздухозаборных клапанов?
Промышленные генераторы, используемые на заводах, электростанциях или удаленных строительных площадках, подвергают воздухозаборные клапаны воздействию двух экстремальных факторов: воздействия высоких температур и абразивного износа. Во время работы генераторы производят постоянное тепло, температура впускных клапанов часто достигает 300–600°С (в зависимости от типа топлива и нагрузки). Длительное воздействие такого тепла может привести к размягчению, деформации или окислению материала клапана. Между тем, всасываемый воздух содержит пыль, металлические частицы или побочные продукты сгорания, которые царапают уплотнительные поверхности и шток клапана во время повторяющихся циклов открытия/закрытия — этот абразивный износ приводит к ухудшению уплотнения, утечке воздуха и снижению эффективности генератора с течением времени. Кроме того, клапаны должны выдерживать механическую усталость от частого движения (до тысяч циклов в час), что делает «износостойкость, устойчивость к высоким температурам, усталостную прочность» основным требованием при выборе материала.
Какие материалы превосходно противостоят высоким температурам и износу для впускных клапанов?
Три категории материалов отвечают двойным требованиям, предъявляемым к впускным клапанам промышленных генераторов, каждая из которых имеет уникальные преимущества для конкретных условий эксплуатации. Жаропрочные сплавы (например, Inconel 751, Hastelloy X) идеально подходят для работы в условиях высоких температур (500°C). Эти сплавы на основе никеля сохраняют механическую прочность при экстремальных температурах, устойчивы к окислению и имеют низкое тепловое расширение, что предотвращает коробление клапана. Их плотная кристаллическая структура также сводит к минимуму проникновение абразивных частиц, обеспечивая умеренную износостойкость, что делает их пригодными для генераторов, работающих на тяжелом мазуте (который производит больше высокотемпературных побочных продуктов). Сплавы нержавеющей стали (например, 21-4N, 42CrMo4) сочетают в себе износостойкость и экономичность для среднетемпературных сред (300–450 °C). Хром и молибден в этих сталях образуют твердый оксидный слой, который устойчив к царапинам, а их высокая прочность на разрыв (600–800 МПа) выдерживает механическую усталость, что идеально подходит для генераторов природного газа или дизельных двигателей с низкой тепловой мощностью. Металлы с керамическим покрытием (например, сталь с оксидным покрытием алюминия, сплавы с циркониевым покрытием) сочетают в себе пластичность металла с чрезвычайной устойчивостью керамики к износу и высоким температурам. Керамическое покрытие (толщиной 10–50 мкм) защищает от истирания и нагрева (до 800°C), а металлическая основа предотвращает хрупкое растрескивание. Этот вариант подходит для генераторов, работающих в пыльной среде (например, на строительных площадках), где частицы в воздухе вызывают сильный износ.
Каким ключевым свойствам следует уделять приоритетное внимание при оценке этих материалов?
Помимо износостойкости и устойчивости к высоким температурам, три важнейших свойства обеспечивают надежность впускного клапана в промышленных генераторах: теплопроводность, совместимость уплотнений и устойчивость к коррозии. Низкая теплопроводность имеет важное значение: материалы, которые медленно передают тепло (например, Inconel 751 с теплопроводностью 11 Вт/м·К), предотвращают перегрев стержней клапанов, защищая соседние компоненты, такие как направляющие клапана. Совместимость уплотнений означает, что материал должен соприкасаться с седлами клапанов без чрезмерного износа; например, клапаны из нержавеющей стали хорошо сочетаются с чугунными седлами (обычными в генераторах), обеспечивая герметичность с течением времени. Коррозионная стойкость не подлежит обсуждению, поскольку всасываемый воздух может содержать влагу или соединения серы (в результате сгорания топлива). Сплавы на основе никеля и нержавеющие стали с высоким содержанием хрома (≥12%) устойчивы к ржавчине и химической эрозии, что позволяет избежать точечной коррозии клапанов, которая может привести к утечкам воздуха. Кроме того, имеет значение твердость материала (измеряемая по шкале Роквелла) — износостойкие материалы должны иметь твердость по шкале Роквелла C (HRC) ≥35; например, нержавеющая сталь 42CrMo4 достигает HRC 40–45, а керамические покрытия могут превышать HRC 80.
Как проверить износ материала и работоспособность впускных клапанов при высоких температурах?
Проверка эффективности материала требует сочетания лабораторных испытаний и полевых испытаний. Во-первых, проверьте соответствие отраслевым стандартам: материалы должны пройти испытания на ползучесть при высоких температурах (например, ASTM E139), которые измеряют деформацию при длительном нагреве (например, 500°C в течение 1000 часов) — минимальная деформация (≤0,5%) указывает на хорошую термическую стабильность. Для проверки износостойкости проведите испытания на диске (в соответствии с ASTM G99) для имитации истирания частицами, переносимыми по воздуху; материал со скоростью износа ≤0,01 мм³/Н·м подходит для пыльной среды. Во-вторых, запросите сертификацию материала (например, протоколы заводских испытаний) для подтверждения химического состава — например, нержавеющая сталь 21-4N должна содержать 21% хрома, 4% никеля и 0,3% азота для обеспечения термостойкости. В-третьих, если возможно, проведите полевые испытания: установите клапаны из целевого материала в генератор при типичных условиях нагрузки на 3–6 месяцев, затем проверьте на наличие признаков износа (эрозия седла клапана) или тепловых повреждений (изменение цвета, коробление). Материал, который сохраняет стабильность размеров и целостность уплотнения во время испытаний, является надежным выбором.
Какие конструктивные особенности дополняют характеристики материала впускных клапанов?
Умный дизайн может повысить износостойкость и устойчивость материалов впускных клапанов к высоким температурам. Профилирование поверхности клапана — например, слегка выпуклая поверхность (вместо плоской) — снижает контактное давление с седлом, сводя к минимуму износ обоих компонентов. Покрытия штока (например, хромирование штоков из нержавеющей стали) создают твердый, гладкий слой, который уменьшает трение между штоком и направляющей клапана, предотвращая преждевременный износ. Внутренние каналы охлаждения (для больших генераторов) меняют правила игры в высокотемпературных средах: клапаны с полыми штоками, заполненными натрием (теплопроводным металлом), передают тепло от торца клапана к штоку, а затем к системе охлаждения — такая конструкция снижает температуру торцов клапана на 50–100 °C, продлевая срок службы материала. Кроме того, прецизионная механическая обработка (например, обработка поверхности Ra ≤ 0,8 мкм) устраняет микроцарапины на поверхности клапана, где частицы пыли могут накапливаться и вызывать износ. Эти элементы конструкции учитывают присущие материалу свойства, обеспечивая максимальную долговечность клапана.
Какие методы технического обслуживания помогают сохранить эксплуатационные характеристики впускных клапанов?
Даже при использовании прочных материалов регулярное техническое обслуживание является ключом к продлению срока службы впускного клапана. Регулярная очистка системы воздухозабора (воздушных фильтров, воздуховодов) снижает количество абразивных частиц, попадающих в клапан — заменяйте фильтры каждые 250–500 часов работы (чаще в пыльных помещениях) во избежание засорения и перепуска частиц. При периодических проверках клапана (каждые 1000–2000 часов) необходимо проверять износ (измерить зазор седла клапана; если он превышает 0,2 мм, обработать поверхность или заменить клапан) и тепловые повреждения (осмотреть посинение или деформацию). Для жаропрочных материалов, таких как сплавы на основе никеля, избегайте использования абразивных инструментов для чистки (например, проволочных щеток) — вместо этого используйте чистящие средства на основе растворителей для удаления углеродистых отложений, которые могут удерживать тепло и ускорять разрушение материала. Во время остановки генератора нанесите тонкий слой высокотемпературного противозадирного состава (совместимого с материалом клапана) на стержень клапана, чтобы предотвратить коррозию и обеспечить плавную работу при повторном запуске. Наконец, следите за нагрузкой генератора — избегайте длительной перегрузки, которая увеличивает температуру клапана за пределы предельных значений материала, вызывая преждевременный выход из строя.
Авторское право © Yuyao Zhedong Automotive Parts Factory Co., Ltd.
